こちらの記事は誤りが出てきましたので、記事を新たに書き直しました。
そちらをご覧ください。
改正特化則の施行前なので、大分情報が出てきました。
ですが、重箱の隅をつつくようですが、曖昧なところも出てきました。
例えば、金属アーク溶接等に該当しないガスやレーザーによる切断はどうするか?
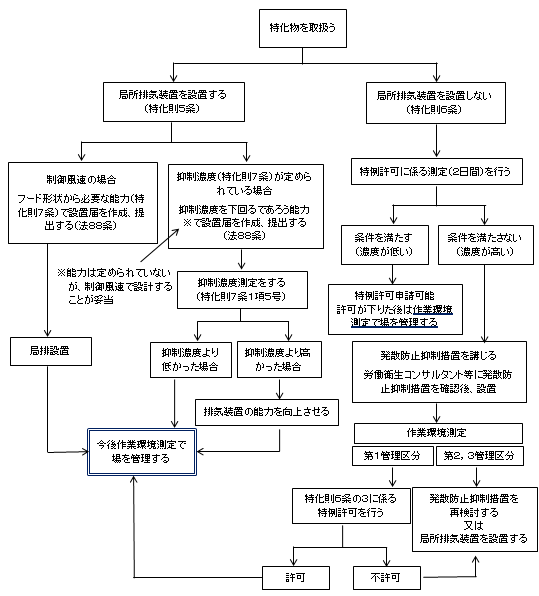
今までの法解釈を整理すると次のようになります。
金属アーク溶接等とは
被覆アーク溶接、(半)自動溶接(炭酸ガス溶接、MAG溶接、MIG溶接のこと)、TIG溶接、スタッド溶接、プラズマ切断、ガウジングなど、アーク(稲妻みたいなもの)で金属を熔かして溶接や溶断、溝堀する作業です。
この金属アーク溶接等に該当すると、「溶接ヒューム」として特化則の規制を受け、対応する必要があります。
金属アーク溶接等に該当しないものは、圧着溶接(金属同士を密着させ通電し接合する。スポット溶接機、シーム溶接、プロジェクション溶接などが該当)、ガス溶接(アセチレン等可燃性ガスを燃焼させ、その熱で接合する)、電気炉等による金属の溶融があります。
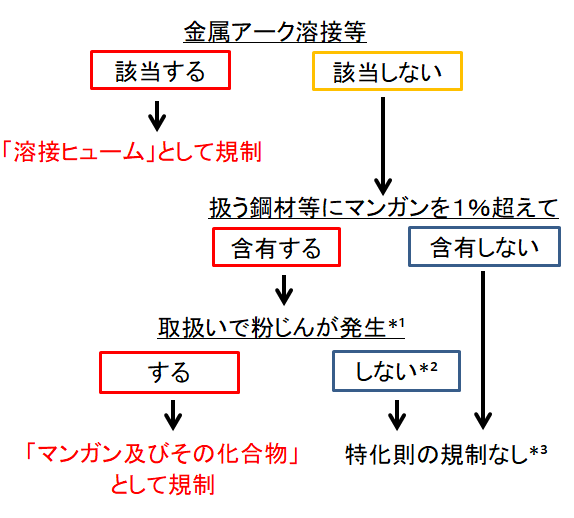
「取り扱いで粉じんが発生*¹」「しない*²」「特化則の規制なし*³」
粉じん則では、粉じんが発生する作業が具体的に示されていますが、特化則ではされていません(*1)。粉じん作業に該当する作業は粉じんが発生するといって差し支えないですが、粉じん作業に該当しない刃物(メタルソー、バイト、フライス、エンドミル等)で切削する作業、プレス成型(絞り、打ち抜き)、鍛造については明確に規制外とは言えません。(私見ですが、粉じんが発生しても、まず問題ないレベルだと思います。)(*2)
特化則では副次的に、非意図的に発生した場合も規制されます。
マンガンが1%超えて含有する金属をガス切断する場合、溶接ヒュームとして規制はされませんが、ガス燃焼による熱によって、副次的に塩基性酸化マンガン等が発生することが考えられます。
ではその場合、マンガンとして規制され、作業環境測定等が必要になるのか?
この件について、労働衛生専門官にお尋ねしたところ、まだそこまで議論されていないから答えられない。とのことでした。ただまあ、アークに比べて著しい発じんがないからガス切断は溶接ヒュームから除外されているので、溶接ヒュームより管理が厳しくなるとは考え難いところはあります。なので、ガス切断は粉じん則の別表3の防じんマスクを付けなければならない作業に該当するので、防じんマスクで対応すればよいのではないかと個人的に考えています。(*3)(のちに厚生労働省より見解がでるかもしれません。)
(R3.2.27追記)
「マンガンの蒸気、粉じんが発生する作業は取り扱いに該当する。」とQ&Aにありました。つまり、マンガンを含有する金属をガス溶断、レーザー切断及び研磨など金属アーク溶接等作業に該当しない作業は上記のフロー図のとおり、マンガン及びその化合物として規制されるようです。ですので、作業環境測定や特殊健康診断を6ヶ月に1回、定期に実施しなければならない。と労働衛生専門官さんから回答もらいました。
マンガンを含んだ金属はどのようなものがあるかといいますと、ステンレスが該当します。ステンレスもいろいろあり、そのうちSUS300番台はマンガンを2%以下、ニッケル5%以上含有しています。カトラリーのスプーン、フォークは18-8ステンレスを材料としていますが、これはSUS300番台のステンレスになります。ちなみに18-8の、「18」はクロム、「8」はニッケルの含有率を表しています。
お恥ずかしい話し、今までステンレス加工の工場で、マンガンの測定の必要性を話してきませんでした。同様に労働衛生専門官さんも臨検に行ってマンガンの測定について指摘(是正勧告)したことがないと話していました。今後はSUS300番台のステンレス研磨作業については、マンガンとニッケルの作業環境測定が必要であるといえます。
ちなみに、溶接ヒューム内にニッケルも含まれますが、そちらは溶接ヒューム(マンガン)として規制がかかるだけのようです。
「蒸気、粉じんが発生する取り扱い作業」はどのような作業か、粉じん則の別表1に該当するものを対象として考えてよいか。と尋ねたところ、粉じん則と特化則は別なので、同様に判断してよいとは云えない。とのことでした。
余談ですが、先ほどの労働衛生専門官さんとの話しで、
「金属を真っ赤になるまで加熱しプレスで押しつぶして加工すると、表面の金属が剥がれるように脱落します。おそらく酸化鉄だと思うんですが、加工する金属にマンガンを含んでいる場合、マンガンの対象になるんでしょうか?またとろける温度でなければヒュームは出ないと考えてよいのでしょうか?」
「あれはなんでしょうね~。酸化鉄ならマンガンではないと考えてよいと思いますが、その剥がれたものを分析しないと、明確に『出てない』とは云えませんね~。温度についてはそこまで議論が進んでいないのでなんとも言えませんね。」とのことでした。
追記(令和3年1月31日 管理人のメモ的なもの)
コバルトの特化則規制で、当該粉じん等にばく露するおそれがないとして対象外とした作業の一部で、
「コバルトを含有する合金をプレス成型(打ち抜きを除く)する作業、加熱せずに行う圧延作業」があります。
裏を返すと、プレスによる打ち抜き、熱間圧延は対象となります。
特化則は物質が違うと考え方も違うので、マンガンも同様と云う訳ではありませんが、参考まで。
追記(R3.10.23)
書いたつもりが書いていなかったので、今更追記します。
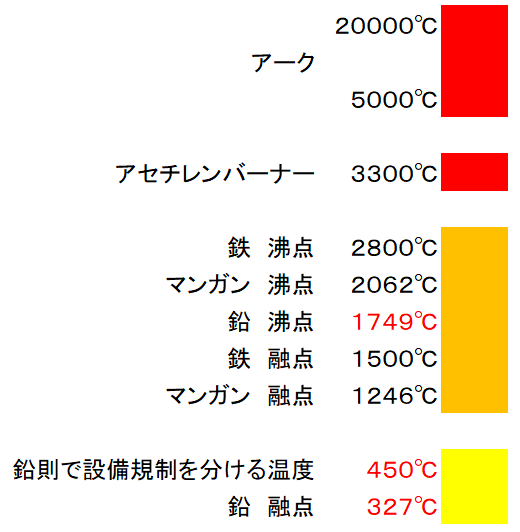
今回の法規制は溶接ヒュームを対象に定められています。
金属ヒュームはガス切断、レーザー切断、グラインダー研磨など溶接ヒュームに該当しない作業についても僅かながらですが発生します。
では、それらは塩基性酸化マンガンとして対応が必要なのか?
結論からいうと、「不要」とのことでした。
これらは従来の粉じん則での対策でよいと、伝手を頼って厚労省化学物質対策室に聞いてもらいました。
溶接ヒュームは温度が高いため瞬間的に金属が蒸発し、多量の溶接ヒュームが発生します。ですので、この多量に発生する溶接に対して対策を強めた結果となります。